
Khi mới tiếp cận SolidCAM, rất nhiều kỹ thuật viên có chung một suy nghĩ:
“Cứ HSM hoặc iMachining cho hiện đại, cho nhanh.”
Thực tế trong xưởng cho thấy, chọn sai chiến lược gia công không chỉ làm:
Tốn thời gian lập trình
Chạy máy không ổn định
Mòn dao nhanh, rung dao mà đôi khi còn kém hiệu quả hơn cách gia công truyền thống.
Vì vậy, thay vì hỏi “SolidCAM có chiến lược nào hay nhất?”
Người làm CAM cần hỏi đúng câu hơn: Chiến lược nào phù hợp nhất với chi tiết này?
1. Gia công CAM không phải lúc nào cũng cần “chiến lược cao cấp”
SolidCAM cung cấp rất nhiều chiến lược mạnh:
- 2.5D cổ điển
- HSM
- iMachining
- 3D HSR / HSM / HSS
- Gia công nhiều trục
Nhưng nhiều lựa chọn không đồng nghĩa với lúc nào cũng phải dùng lựa chọn phức tạp nhất.
Trong thực tế:
- 70–80% chi tiết cơ khí phổ thông chỉ cần 2.5D hoặc HSM cơ bản

- iMachining phát huy sức mạnh nhất khi:
- Cắt thô khối lớn
- Vật liệu khó cắt
- Máy đủ cứng, dao đúng tiêu chuẩn
2. Khi nào nên dùng gia công 2.5D truyền thống?
Gia công 2.5D trong SolidCAM vẫn rất hiệu quả nếu:
- Chi tiết dạng:
- Lỗ
- Rãnh thẳng
- Pocket đơn giản
- Mặt phẳng
- Biên dạng rõ ràng, không phức tạp
- Yêu cầu dung sai không quá khắt khe
Ưu điểm của 2.5D:
- Lập trình nhanh
- Dễ kiểm soát đường dao
- Dễ chỉnh sửa khi ra máy
- Thợ máy dễ đọc G-code
Với chi tiết đơn giản, dùng 2.5D thường nhanh hơn HSM và ổn định hơn iMachining.
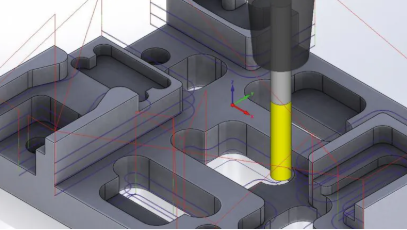
3. HSM – không phải “cứ bật lên là chạy tốt”
HSM trong SolidCAM phù hợp khi:
- Gia công:
- Pocket lớn
- Bề mặt phức tạp vừa phải
- Muốn:
- Giảm tải đột ngột cho dao
- Đường chạy mượt, ít góc gãy
Tuy nhiên, HSM không phải lúc nào cũng tốt nếu:
- Máy yếu, máy cũ
- Đồ gá không cứng
- Dao ngắn, đường kính nhỏ
- Người lập trình không kiểm soát tốt:
- Stepdown
- Stepover
- Entry/Exit
Nhiều trường hợp dùng HSM nhưng:
- Dao chạy quá “tham”
- Lực cắt không ổn định
- Gây rung mà người lập trình không hiểu vì sao
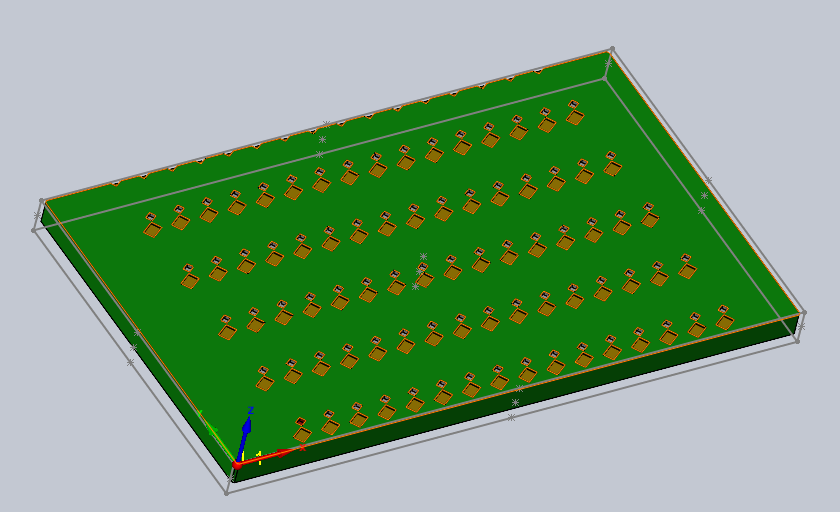
4. iMachining – mạnh, nhưng không dành cho mọi chi tiết
iMachining là điểm mạnh lớn của SolidCAM, nhưng rất hay bị lạm dụng.
iMachining phù hợp nhất khi:
- Cắt thô khối lớn
- Vật liệu khó: thép cứng, inox, titan
- Máy đủ cứng
- Dao đúng chuẩn iMachining
Không nên dùng iMachining khi:
- Chi tiết nhỏ
- Vùng gia công cần loại bỏ phôi thừ nhỏ
- Dao nhỏ
- Khối lượng cắt ít
- Gia công tinh
- Máy cũ, độ cứng kém
Trong nhiều trường hợp:
- Thời gian lập trình iMachining > thời gian tiết kiệm khi chạy máy
- Chạy thực tế không ổn định như mô phỏng
5. Tư duy đúng khi chọn chiến lược gia công
Người làm CAM giỏi không chọn chiến lược theo tên gọi, mà theo 4 yếu tố cốt lõi:
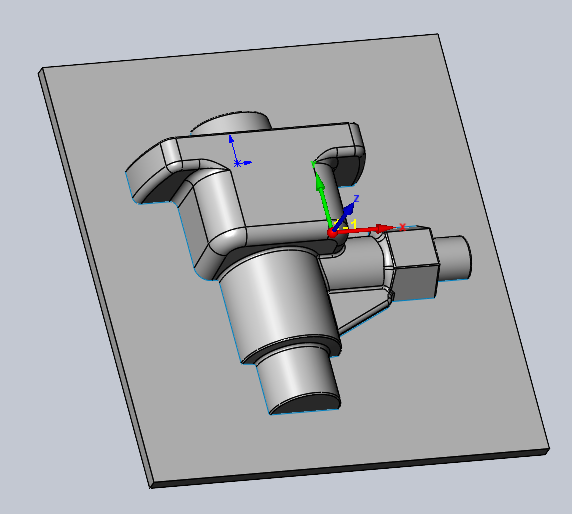
a. Hình dạng chi tiết
- Đơn giản → 2.5D
- Pocket lớn → HSM
- Khối thô lớn → iMachining
- Bề mặt cong → 3D
b. Vật liệu
- Nhôm → ưu tiên tốc độ, đường dao mượt
- Thép → cân bằng lực cắt
- Vật liệu khó → kiểm soát ăn dao
c. Máy và đồ gá
- Máy cứng → có thể dùng chiến lược “nặng”
- Máy yếu → cần chiến lược ổn định
d. Dao cắt
- Dao nhỏ → chiến lược nhẹ
- Dao lớn → tối ưu cắt thô
6. Thiết lập chương trình CAM giỏi là chọn đúng, không phải chọn phức tạp
SolidCAM cho rất nhiều công cụ mạnh, nhưng:
Chiến lược tốt nhất là chiến lược phù hợp nhất. Một chương trình CAM tốt cần:
- Dễ chạy
- Ổn định
- Dễ chỉnh
- Phù hợp với xưởng
Đó là tư duy của người làm CAM thực tế, không phải chỉ là người biết dùng phần mềm.
Phạt bản quyền SOLIDWORKS theo công điện 38 năm 2026
Chi tiết CAM Assist là gì trong SolidCAM
Giảm tối đa 80% thời gian gia công khi ứng dụng Cam Assist
Download SOLIDWORKS 2026 bản quyền Full
Nên mua SOLIDWORKS 2026 bản quyền gói nào?
So sánh độ uy tín giữa các đại lý SOLIDWORKS tại Việt Nam
BẠN CẦN THÊM GIẢI PHÁP CHO DOANH NGHIỆP CỦA MÌNH?
1. Đào tạo, chuyển giao CAD/CAM
Doanh nghiệp | Cá nhân
2. Bản quyền phần mềm CAD/CAM
MasterCAM | SolidCAM | GstarCAD| SolidWorks
3. Dịch vụ CAD/CAM
Tạo Post processor | Phân tích mô phỏng CAE
Liên hệ ngay: https://khotailieucadcam.com/